

Best Practice Munkadarabok felszínének mérése optikai szenzorokkal – Távolságérzékelők összehasonlítása






A munkadarabok felszínét sokféle érintéses és érintésmentes szenzorral mérhetjük. A megfelelő szenzort a mérési feladattól és a felszín tulajdonságaitól függően választhatjuk ki. A legnagyobb flexibilitás úgy érhetjük el, ha többféle szenzort használunk egyetlen mérőgépen.

A szabályos geometriai elemek (síkok, gömbök, hengerek) és a szabálytalan alakzatok felületeinek, méreteinek (távolság, rádiusz, szög), geometriai tűréseinek (helyzet, síklapúság, körkörösség) és felületi paramétereinek (érdesség) meghatározása mérési pontok felvételével történik. Az optikai szenzorok érintésmentes módon működnek, ezért érzékeny munkadarabok és kisebb jellemzők mérésére is alkalmasak. A mérési pontok felvétele rendkívül gyorsan elvégezhető, illetve egyszerre több mérési pont is felvehető. A felhasználási lehetőségek közé tartozik a gyártásellenőrzés különböző munkadarabokon, pl. fröccsöntött alkatrészeken, optikai funkcionális felületeken, hajlékony lemezacél darabokon és mikromechanikus elemeken (implantátumok, órák stb.).
Az optikai szenzorok között mérési irányuk szerint oldalirányú (az optikai tengelyre merőlegesen mérő, pl. képfeldolgozó) érzékelőket és axiális (az optikai tengely mentén mérő) vagy távolságérzékelőket különböztethetünk meg. A távolságérzékelők között pontonkénti és területi mérőérzékelőket különbözethetünk meg (2. ábra).
 |
| 2. ábra Az optikai távolságérzékelők áttekintése. Pontonkénti távolságmérő szenzorok: a) Autofókusz, b) Háromszögelés, c) Kromatikus módszerek. Területi távolságmérő szenzorok: d) Fókuszeltolás, e) Színeltolódásos vetítés, f) Fotogrammetria |
Ezek a távolságmérő szenzorok egyenként rögzítik a mérési pontokat a munkadarab felszínén. Megfelelő szenzorokkal letapogatható a munkadarabhoz képesti elmozdulás, másodpercenként akár több százezer pont is rögzíthető, és akár a munkadarab nagyobb területei is lemérhetők.
A klasszikus autofókuszos módszernél a munkadarabfelszín és a szenzor közötti távolság megállapításához a rendszer a fókuszpontot a munkadarab felszínén át mozgatja, és különböző távolságokban megállapítja a kontrasztot. A kontraszt ott lesz maximális, ahol a munkadarab felszíne pontosan a fókuszpontba esik. Az érzékenységet az objektív mélységélessége (az optikai tengely mentén elhelyezkedő tartomány, ahol éles kép adódik) határozza meg, ami viszont az objektív numerikus apertúrájától (nyílásszögétől) függ.
A nagy numerikus apertúrájú objektívek mélységélessége kicsi, így pontosabb mérést tesznek lehetővé. Integrált rasztervetítéssel azon munkadarabok is mérhetők, amelyek normál fényviszonyok mellett nem rendelkeznek összefüggő felszínnel. Az autofókusz használatával egyedi pontok mérhetők, egyebek mellett a felszín magasságának és térbeli helyzetének meghatározásához.
A háromszögeléssel működő távolságérzékelők az optikai tengellyel szöget bezáró fénysugarat (a legtöbb esetben lézersugarat) bocsátanak a munkadarabra. A mérési pontok elhelyezkedése a visszavert nyaláb kamerával észlelt helyzetéből, a szöghelyzetek alapján (fényforrás-felszíni pont-szenzor háromszög) határozható meg. Az automatikában gyakran használt, néhány 10 fokos vetítési szögű szenzorok mérési bizonytalansága a felszín szögétől és szerkezetétől függően viszonylag nagy lehet. A Foucault-elven működő szenzorok (pl. a Werth Laser Probe WLP) nyílásszöge jóval kisebb, mivel nyalábuk áthalad a képalkotó optikán, és akár 80°-os felületi szöget is megengednek.
Ha a szenzor egy képfeldolgozó érzékelő sugárpályájában található, át lehet váltani a két szenzor között, és a lézeres mérés mindenféle mechanikus mozgatás nélkül megoldható. A Foucault-szenzorok kontúrok és síklapúság mikrométeres pontosságú mérésére használatosak, egyebek mellett tömítő felületek vagy szerszámok vizsgálatához (forgácsolás és hézag szöge, élsugár). Ez a megoldás az autofókuszos szenzoroknál jóval gyorsabb pásztázást tesz lehetővé.
A kromatikus fókuszáló szenzorok (Werth Chromatic Focus Probe CFP) az optika kromatikus aberrációjának nevezett képalkotási hibáját használják ki. A fény különböző speciális optikákon áthaladva különböző, egymástól igen eltérő színekkel világítja meg a mérési pontot, attól függően, hogy mekkora a fókusztávolság. Fehér fénnyel pontos távolságmérés végezhető annak vizsgálatával, hogy melyik hullámhossz van fókuszban a munkadarab felszínén. A megoldás még erősen fényvisszaverő felületeknél is nagy pontosságú mérést enged meg kisebb munkadarab-szögek esetén (az objektív numerikus apertúrája korlátozza), pl. optikai felületeken vagy rétegvastagságok mérésekor.
A Foucault-elvű és a kromatikus távolságérzékelők közös előnye, hogy magas frekvenciával képesek letapogatni a mérési pontokat a munkadarab nagyobb lineáris területein, például egyenesség vagy sugár méréséhez.
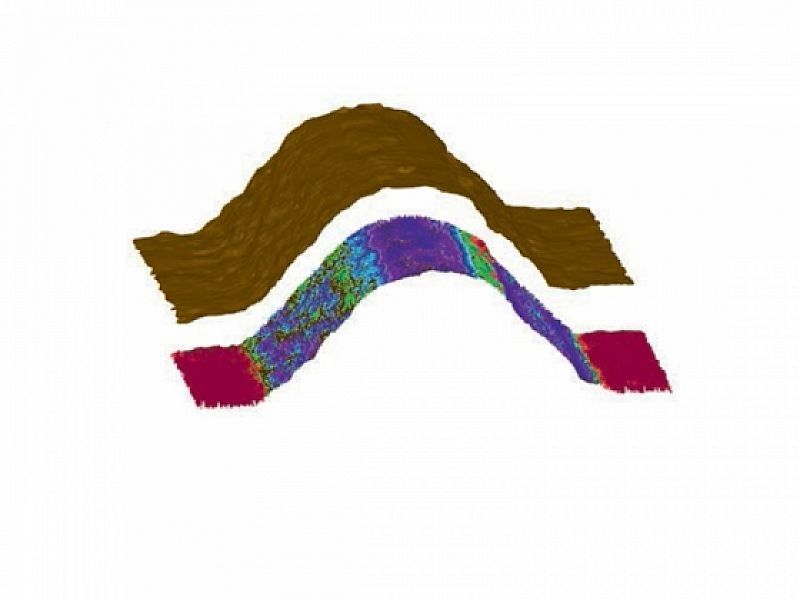
Területi távolságmérő szenzorokkal tipikusan több százezer mérési pont rögzíthető egyszerre. Ezzel zárt felületi elemek mérhetők nagy pontsűrűséggel. Az autofókuszos módszert több képpontcsoporton, vagy a kamera valamennyi képpontján (pixel) egyszerre alkalmazva egyszerű és gyors három dimenziós mérésre nyílik lehetőség. Az ilyen fókuszeltolásos (pl. Werth 3D-Patch), illetve az egypontos autofókuszos módszerek kis költséggel kivitelezhetők az általában már meglévő képfeldolgozó érzékelő hardver használatával. Ezzel a szerszámélek letörései vagy munkadarabok területeinek komplett topográfiája egyaránt nagy sikerrel mérhetők. Speciális megvilágítási és képrögzítési módszerek (rasztervetítés, az észlelt fény mennyiségének változtatása) használatosak, amennyiben a munkadarab felszínének szerkezete nem elég kontrasztos vagy a fényvisszaverés lokálisan változik (lapos vagy ferde felületek).
 |
| 1. ábra Nagy felbontású mérés 3D-s patch használatával: A mért felszín (felül) hálózott nézete, színkódolt eltéréskép a CAD-modellhez (alul) |
Bizonyos feltételek között az érdességi paraméterek meghatározása is lehetséges. Ajánlatos azonban a mérési eredményeket tapintós mérések eredményeivel összevetni, és próbálgatással, munkadarabok vizsgálatával meghatározni a viszonyukat.
Ha konfokális szenzor (pl. Werth Nano Focus Probe NFP) használatával a mérési tartományban végzett függőleges elmozdulás közben vizsgáljuk a fényerő változását, a mérés teljesen független lesz a felület kontrasztjától. Ilyen módon a fényt visszaverő felszínek, sőt, az érdesség is mérhetők. A meredek szögű felszínek csak kis fókusztávolságból vagy különleges (nagy numerikus apertúrájú) objektívekkel mérhetők. Az elérhető legkisebb mérési eltérések a tíz mikrométeres tartományba esnek. Tipikus alkalmazási feladat például a beütőszerszámok vagy érmeverő bélyegek teljes geometriájának mérése.
Megfelelő koordináta mérőgépekkel több tartomány rögzíthető fókuszeltolással, illetve konfokális szenzorok kombinálhatók nagy pontossággal és hibára hajlamos „összefűzések” (felületi jellemzők kombinációja) nélkül, majd azok együtt elemezhetők.
A kisebb pontosságot igénylő feladatokhoz, pl. járműkarosszériák méréséhez, a mintavetítéses módszerek használhatók. A munkadarabra vetített minta elemzése háromszögeléssel történik. Klasszikus színeltolódásos vetítés esetén a minta geometriája és a képalkotó sugár pályája (nagyítás, képalkotási hibák) befolyásolja az elérhető pontosságot. A fotogrammetriai szenzorok két kamerával, különböző irányokból rögzítik a munkadarab felszínét és sokkal érzéketlenebbek a fényerő változásával és a felületi hibákkal szemben.
A koordináta mérőgép gyártójával együttműködésben a legtöbb mérési feladathoz található távolságérzékelő, azután a képalkotó és tapintó szenzorokkal együtt kialakítható az adott alkalmazáshoz optimális multiszenzoros koordináta mérőgép.
Werth Magyarország Kft.
[email protected]
www.werth.hu
Forrás: Werth Messtechnik GmbH
(x)
Kiemelt Partnereink
